We welcome questions and comments about our products and services, you can reach us as follows:
We welcome questions and comments about our products and services, you can reach us as follows:
Versaperm Limited
10 Rawcliffe House
Howarth Road
Maidenhead
Berkshire
SL6 1AP
UK
Tel UK: +44 (0) 1628 777668
Tel USA: +1 (617) 855-7477
e.mail: webcontact@versaperm.com
Foods, snacks and frozen produce all go off, go bad, go stale, go soggy, loose flavour, loose goodness and loose appeal for the same reason. They interact - through any packaging or edible films present - with specific vapours in the atmosphere.
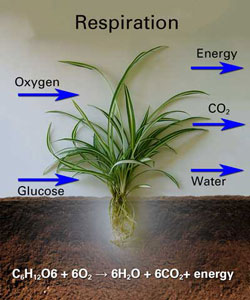
 In the majority of cases shelf life is almost entirely controlled by Oxygen – sometimes it needs to be excluded, sometimes included, and often the rate of flow through the packaging needs to be controlled so that foods can perspire or respire. Even with frozen foods, packaging with the wrong permeability causes freezer burn and “off” smells.
In the majority of cases shelf life is almost entirely controlled by Oxygen – sometimes it needs to be excluded, sometimes included, and often the rate of flow through the packaging needs to be controlled so that foods can perspire or respire. Even with frozen foods, packaging with the wrong permeability causes freezer burn and “off” smells.
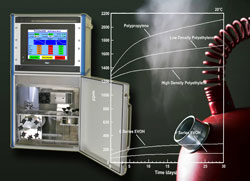
Our equipment is already used by many of the world’s leading manufacturers and our latest range usually provides results in the parts per million (PPM) range, often in as little as 30 minutes. Additionally, the equipment can measure permeability not just for oxygen, but for water vapour, Carbon Dioxide, Nitrogen, Argon and all other relevant gases and vapours.

A good example of the packaging preserving the product is strawberries (or raspberries). These are usually packaged in perforated-top containers. However the fruit “respires” within and the concentration of CO2 rapidly approaches the critical 10-15% level necessary to inhibit Botrytis growth.
This works well, however an alternative approach can make it even better - flushing the package with known gas mixtures and using packaging materials that have been tested for the inward and outward flow - not just of water vapour but of Oxygen, Nitrogen and Carbon Dioxide as well. This maintains the best environment for as long as possible. Normally this involves gas mixes 5-15% CO2, 2-5% O2, with N2 as the remainder. The CO2 generally rises during the first 12 hours and dramatically restricts Botrytis growth.
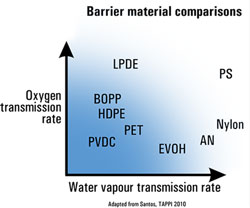
It is worth taking a very brief look at some of the widely used packaging materials:-
Low Density Polyethylene: An extremely versatile material with low water vapour permeability but high gas permeability.
Ethylene Vinyl Acetate, has superior sealing qualities and blended polyethylene can make a strong peelable seal.
Linear Low-Density Polyethylene (LLDPE): This has greater impact and puncture strength, tear resistance, elongation and resistance to cracking. It is commonly used for MAP.
High Density Polyethylene: with its higher softening point (than LDPE) it provides
Better a physical barrier buts not suitable as a thermoformable sealant layer, clarity is poor.
Polypropylene (PP) and Oriented Polypropylene (OPP): Gives a high water vapour and gas barrier and has excellent grease resistance.
Co-extruded Oriented Polypropylene (COPP): Is a good moisture barrier, gas barrier properties can be improved by coating it with PVdC. It can be used when gas flow is desired for MAP (Modified Atmosphere Packaging).
Inomers: Are similar to polyethylene but have a high tack and can seal through a level of surface contamination.
Ethylene Vinyl Acetate (EVA): Has high flexibility, and high permeability to water vapour and gases with excellent oil and grease resistance.
Polyvinylidene Chloride (PVdC): Used for MAP as a gas-barrier coating, often
sandwiched between other materials. It has outstanding barrier properties with low permeability to water vapour and gases.
Ethylene Vinyl Alcohol (EVOH): A moisture sensitive, very high gas-barrier material, again often sandwiched.
Polystyrene: A clear thermoplastic with a high tensile strength. It is brittle and a poor barrier to moisture vapour and gases.
High-impact Polystyrene: Opaque, thermoformable, and a moderately low gas-barrier.
PET: High clarity that forms and thermoforms well.
Using the most appropriate materials can dramatically extend the life of food products, boost quality, virtually eliminate freezer burn, reduce spoilage and thus boost profits. However it depends not just the materials you use, but on the way you make the seals – which can vary even on the same equipment on a daily basis. The best solution is to test the materials, the packaging and the finished products.



 Edible films Food makers can improve the shelf life and boost quality . More>>
Edible films Food makers can improve the shelf life and boost quality . More>>